Frozen foods are a staple in the American diet due to their convenience and accessibility. As these types of meals have grown in popularity, so has consumer  awareness of potential contaminants that may be hidden within them. Retailers are exerting pressure on food manufacturers to ensure that they supply food that meets only the highest quality standards and satisfies consumer demands.
awareness of potential contaminants that may be hidden within them. Retailers are exerting pressure on food manufacturers to ensure that they supply food that meets only the highest quality standards and satisfies consumer demands.
If a product is found to contain a contaminant, then the manufacturer or retailer will need to issue a product recall notice. Removing contaminated products from the supermarket shelves is paramount to ensure consumer safety, however recalling all products is difficult, as the food stuffs may have made their way into restaurants and homes. As such, a manufacturer is required to issue a product recall notice on a variety of media channels. A recall can negatively impact brand reputation and also lead to costly fines from food safety authorities, therefore it is essential that preventative product inspection procedures and technology are in place to avoid this from happening.
Over the last few years, the public eye was drawn to a few controversies consisting of glass shards found in frozen ready meals and vegetables as well as plastic shards found in frozen pizzas. For some, this created a difficult challenge since the recalls took place after a majority of the products were sold off the store shelves and landed in the freezers of valued consumers. This severely impacted brand reputation. Exposure from a recall can affect consumer thought and future purchase choices. If a consumer associates a certain brand with food contamination, they will not purchase it, and if consumers don’t purchase these products, retailers will not carry them and have no need to receive them from food manufacturers.
Prevention of these hazards is an important first step of the processing stages, and reduces the risk of releasing products that should not be going out for consumer purchase. Detection and rejection of products containing contaminants is no longer a luxury addition to the production line but a necessary step in the production process. The implementation of x-ray systems has provided seamless integration of high-tech product inspection solutions into the processing line. X-ray technology easily identifies unwanted contaminants such as metal, glass and calcified bone, and has additional inspection benefits too.
To make integration into the processing line even easier, Eagle Product Inspection, Tampa, Fla., created a diverse, customizable portfolio with multiple product offerings. Systems can include a range of detection capabilities that eliminate the need for additional inspection equipment. Additionally, x-ray technology can inspect fill levels and seals, measure mass and count components simultaneously. Certain systems can incorporate real-time fat analysis offering a non-invasive measure of fat-to-lean content of meat.
In the past, meat would have to be analyzed by cutting out a small piece of meat and sending the sample to a laboratory to be measured. However meat producers could not be 100% confident that the meat they supplied contained the exact specified fat-to-lean ratio. This often resulted in the purchaser issuing penalties such as fines (fat claims) or trading embargos to the meat producers. Manufacturers can now overcome this issue by utilizing technology, such as Eagle’s Dual X-ray Absorptiometry, or DEXA, which uses x-rays that are absorbed by the meat to measure the fat/lean content in real-time at high throughput speeds.
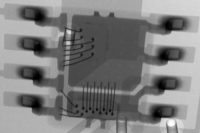
Eagle further advanced its systems with the development and utilization of Material Discrimination X-ray, referred to as MDX, which goes the extra step and allows processors to detect previously undetectable inorganic contaminants within multi-textured products such as frozen ready meals, which produce crowded x-ray images. MDX technology discriminates between high and low x-ray channels. By using two different energies that are absorbed, a relative ratio is calculated to determine the product’s composition. This creates an image that is less busy than one created by standard x-ray technology to identify even the smallest contaminants, enabling easy recognition and rejection of hazardous products.
MDX technology also identifies contaminants through a number of different packages. Various packaging designs used to differentiate brands have become an increasingly popular marketing tactic among companies to attract new customers. This is common with frozen ready meals that have complex packaging. While the design of the packaging may have an interesting look about it, it is no excuse for product contamination to slip through the cracks. Since MDX calculates a ratio from the absorbed x-ray energies, it still determines if contaminants such as flat glass are hidden in the product.
A quality piece of inspection and detection equipment has to be able to withstand a number of different conditions within the plants. When working with raw products such as frozen meats and vegetables, it is critical for the machinery to be able to handle thorough cleaning processes and be durable enough for cold temperature. Eagle’s products are sturdy enough to withstand temperatures of -18°C, making them ideal for refrigerated or frozen product inspection. Having the ability to adjust to different temperatures broadens the manufacturer’s product offerings and increases profitability.
Use of comprehensive inspection and detection equipment such as Eagle’s product inspection portfolio can eliminate any potential challenges before it leaves the manufacturing facility. This creates a win-win for companies who know they are distributing safe products and for retailers who have the confidence that they are receiving safe, contaminant-free foods. Taking preventative measures with inspection and detection can pay off in the long run, giving customers and retailers peace of mind and manufacturers the ability to uphold their brand reputation. Overall, it pays to inspect and detect.