Iqbal Poultry improves offal production with Starfrost Hybrid chilling tunnel
Iqbal Poultry, a European-based trading arm of Chesterfield Poultry Ltd., supplies the international retail and trade sectors with a variety of poultry products. After expanding its poultry operations at a newly acquired site in Thorne, UK, Iqbal Poultry required a chilling system specifically for offal products.
The poultry processor’s parent company previously operated water spin chillers, cooling offal products using water submersion, a traditional method used by many offal manufacturers. Iqbal Poultry explored other energy efficient alternatives and discovered significant advantages to cooling with air rather than water.
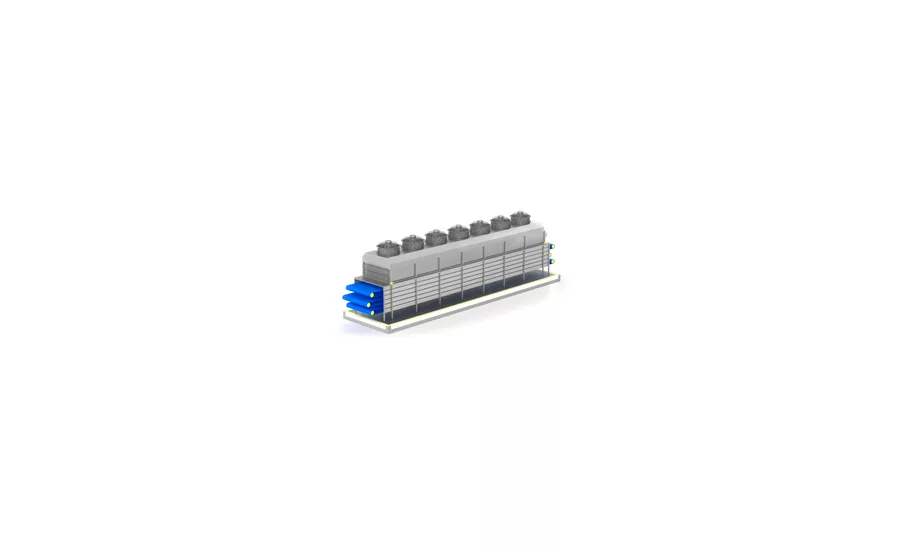
That’s why it installed the Starfrost Hybrid chilling tunnel from Starfrost, UK.
“Shifting from water to air chilling was very important to us and the quality of our offal products, so it was essential we had a system designed to specification and able [to] operate at precise temperature requirements,” says Mohammed Fayaz Ahmed, director at Iqbal Poultry. “The Starfrost air chilling tunnel system does exactly that. The project with Starfrost has been very successful, and we were in safe hands from the start. The tunnel install has provided us a variety of benefits, primarily the significant improvement to the quality of our offal products, the coloring has been enhanced and shelf life increased, so we couldn’t be more satisfied with the end result.”
Iqbal’s Hybrid tunnel was designed with an integrated stainless-steel belt that simultaneously processes 1,200 kilos per hour of heart, liver, gizzards and neck. The system is also equipped with a self-contained base frame, which enables ease of relocation and flexibility.
The unique, energy efficient design of the Hybrid tunnel allows for operation at a higher air temperature than typically used for chilling, which enables Iqbal Poultry to reduce production costs, increase energy efficiency and improve the quality of the offal products.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

")



