General Mills Optimizes Pallet Flow, Pushback Rack Storage
General Mills’ Cedar Rapids, Iowa, plant has been using pallet flow and pushback rack systems, but ongoing growth, product changes and extended use 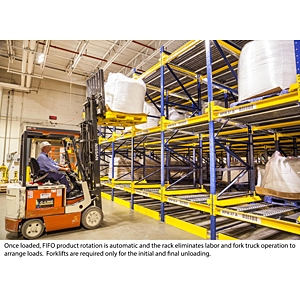 required a storage system update that would safely add capacity to their existing facility.
required a storage system update that would safely add capacity to their existing facility.
For nearly 15 years, the Minneapolis-based food giant’s previous pallet flow and pushback rack systems worked fine, however increased volumes, heavier pallets and a switch from 50-pound bags of ingredients to 2,500-pound bulk super sacks forced General Mills to enhance efficiency and minimize material handling, according to Scott Ladwig, an inventory analyst at the plant.
“The challenge was to make better use of our existing vertical warehouse space, since adding to our building was not an option,” says Ladwig, who sought to avoid trailers of inventory sitting in the yard or contracted third-party storage. “We wanted to safely optimize our storage, inventory and production.”
Ladwig turned to RMH Systems, a Waukee, Iowa-based material handling equipment distributor, and Steel King, a flow storage system and pallet rack manufacturer based in Stevens Point, Wis. After consultation with General Mills and Steel King engineers, RMH Systems sales engineer Marty Frangenberg recommended that the plant implement a new integrated SK 3400 flow storage and SK 3600 pushback rack system.
Warehouse optimization
In a flow storage system, dynamic flow rails are inclined in a static rack structure, allowing loads placed on one end to move by gravity on rollers to the unloading end, with speed controllers acting as gentle brakes. As a load is removed, the loads behind it move forward automatically.
Since the flow system depth, height and width were limited only by the size of the facility and capabilities of the material handling equipment, it was a good fit for the plant’s high volume and efficient space needs. Once loaded, first-in, first-out product rotation is automatic and the rack eliminates labor and fork truck operation to arrange loads. Forklifts are required only for the initial and final unloading. Since only two aisles are necessary, aisle space can be reduced by 75% and up to 100% more product can be stored than with traditional selective pallet racking.
Pushback pallet rack offers up to 90% more product storage than selective rack systems and up to 400% more selectivity than drive-in racks. Unlike static, single-pallet deep selective racks, a dynamic pushback rack system allows storing pallets two to five deep while providing easy access to a variety of different SKUs. Pallets are stored behind each other in a series of nested carts and are loaded from the same side of the system, eliminating separate aisles for each function. Composed of a stable rack along with a series of inclined carts and rails, when one pallet is pulled, the one behind it rolls forward.
“We consolidated the flow storage and pushback rack into an integrated system and turned them both 90 degrees to free up floor space for corrugate storage,” says Frangenberg. “This enhanced the flow of product and packaging materials to the production line, allowing high-density storage and flow from end to end.”
“Integrating the two separate racks into one rack system increased storage capacity by 42% and freed up space, allowing the addition of 24% more inventory items,” adds Ladwig. “[Doing so] eliminated any issue of trailers of inventory sitting in the yard, and the potential need for contracted third-party storage space.”
To enhance rack longevity, the General Mills plant chose SK3400 and SK3600 rack systems by Steel King; both feature a bolted beam connection to structural channel columns. A number of rack features helped the company meet its strength, durability and maintenance goals.
Compared to typical racking, the pallet rack constructed of hot-rolled structural channel column with full horizontal-diagonal bracing, which offers greater frame strength, durability and cross-sectional area. All grade-5 hardware provides greater shear strength, and a heavy 7-gauge wrap-around connector plate ensures a square and plumb installation with a tighter connection and greater moment resistance.
Special column punching in the structural rack provided 2 inches of adjustability to better accommodate the dimensions of super sacks and larger pallet sizes.
“We needed to adjust to larger pallet capacities now and into the future,” says Ladwig. “Simply raising or lowering our rack levels allows us to meet both current and future pallet sizes.”
To enhance rack safety and longevity, Frangenberg conducted a safety audit of the plant, and in collaboration with Ladwig as well as General Mills and Steel King engineers, added a number of safety features to the rack and flow lanes. Along the plant’s previous pallet flow rack, fork truck operators were stacking product alongside the racking, causing some damage to the structure. For added protection against such fork truck impact in the new system, RMH Systems installed pre-fabricated modular Steel Guard protective railing.
“The Steel Guard rails protect the sides of the rack from fork truck traffic, as well as give them a ‘backstop’ to place packaging up against one of their lay down areas,” says Frangenberg.
In the plant’s new pallet flow and pushback rack system, rack bays were widened to better accommodate new product weights and dimensions. According to Frangenberg, the wider rack bays also allowed for a larger “flue” along the upright runs for sprinkler dispersion, which helped to win approval of the design from General Mills’ insurance company.
Pallet flow entry guides were installed to improve pallet flow in the flow lanes and allow more forgiving pallet placement. Along with this, heavy gauge pallet flow rollers were placed in the entry and exit flow lanes to better withstand pallet impact. Reinforced rail side channels were also used to hold the pallet flow rollers in place, and the rail channels were placed on thick structural angle for greater durability.
Perhaps most unique to the project, and to prevent accidental overloading of the pallet flow rack, is an anti-back up “pawl” system that restricts any pallet from entry if the rack is already at capacity.
“The ‘pawl’ system prevents pallets from being unintentionally pushed out the delivery side of the flow rack, and is designed with individual flippers that flip up to catch any size pallet,” says Ladwig. “With our new integrated pallet flow and pushback rack system, our General Mills plant is operating more safely and efficiently than ever. We’re ready for continued growth for the next 15 years and beyond.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

")


