d’Arta, Bühler develop high-capacity sorting solution
d’Arta offers a range of fresh frozen products, including vegetables, fruits, herbs and ready-made side dishes produced from its four European factories.
d'Arta, Belgium, has been working collaboratively with key suppliers to address sustainability issues and its needs for a flexible sorting solution capable of handling high-capacity throughputs of frozen vegetables with no loss of efficiency.
d’Arta offers a range of fresh frozen products, including vegetables, fruits, herbs and ready-made side dishes produced from its four European factories. The 100% family-owned company currently employs over 900 people, and exports products to more than 100 countries.
The company’s slogan—It's a green green world—relates to the fact that sustainability is a fundamental part of the way in which the company manages daily activities. For instance, d’Arta maintains a joint venture with the UK-based CO2 neutral Yorkshire Greens facility, as well as with GWE Biogas, UK, and Swaythorpe Growers, a UK-based farming cooperative. This collaboration enables waste from harvesting and production processes to be transformed into sustainable energy that is used in the plant to ensure a greener product with the lowest possible carbon footprint.
d’Arta’s cooperative ethos extends to its equipment suppliers. The company maintains a long-standing relationship with Bühler Group, Switzerland. For many years, the two companies have worked collaboratively to solve the challenges typically faced by the fresh and frozen foods sector and to help improve the efficiency of optical sorting equipment to ensure 100% food safety.
“Our relationship with d’Arta remains strong because both companies are willing to communicate and share information at all levels across the business,” says Stefano Bonacina, global head of market segment fruit and vegetables at Bühler Group. “We work with d’Arta at a European level, and have helped throughout the company’s expansion into Portugal, the UK, and most recently into Italy.”
“Some time ago, we were given a demonstration of the prototype SORTEX FA2, and its capabilities exceeded our expectations. This resulted in us ordering two of these optical sorters for a packaging line in our facility in Portugal,” adds Pieter De Backere, co-CEO, d’Arta.
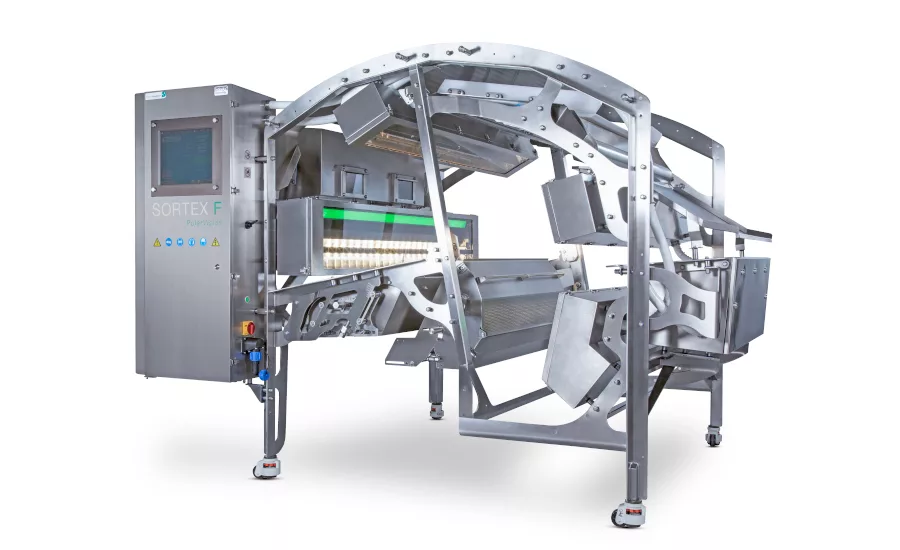
The hygienically-designed SORTEX F range can accurately detect even subtle color defects, extraneous matter and foreign materials in frozen fruit and vegetables. Plus, the SORTEX FA2 handles processing capacities of up to 14 tons per hour.
“Our good experience with the SORTEX range led us once again to turn to Bühler when we needed a sorter with more processing capacity at our Yorkshire Greens facility,” says De Backere.
The process
During the annual harvest, peas arrive already shelled at the Yorkshire Greens facility. They go through a series of washing and cleaning processes before being blanched and then move through an individual-quick freezing (IQF) process to rapidly bring their core temperature down to -20°C. The frozen peas are then spread out across a vibratory tray for presentation to an optical sorting machine to remove any out-of-specification product. The accepted peas are placed into large tote boxes and stored in a freezer until the harvest is completed.
The totes then come out of the freezer and are sent to the packing hall. Here, they are presented to another optical sorter to remove any missed out-of-specification product and other material that may have found its way into the batches between the first sorting operation and packing.
Higher capacity solution
Because the IQF line at Yorkshire Greens is capable of producing 15 tons of product per hour, Yorkshire Greens needed a correspondingly higher capacity sorting solution.
“Yorkshire Greens needed a solution before the start of the next pea harvest, so when they heard that we were developing a higher capacity sorter, they expressed an interest in helping with the development process,” adds David McCambridge, applications specialist at Bühler. “Yorkshire Greens installed our prototype machine in the processing hall, and then went on to help us test and validate it. d’Arta shipped frozen products of varying qualities to the site to see how the optical sorter coped with a wide variety of different products, including cauliflower and broccoli florets, diced carrots, peas and diced potatoes.”
The SORTEX FA3 was developed to offer a solution for applications that require high-capacity sorting but with no reduction in sorting efficiency. With a throughput of up to 20 tons per hour, the compact new SORTEX FA3 also offers flexibility, featuring three individual chutes while new software enables clearer visualization of defects and new operator interfaces simplify machine set-up and allow for even greater sorting accuracies.
“Because our need for a larger capacity sorting solution was so great, we were more than happy to help Bühler test the prototype SORTEX FA3. It passed with flying colors. This really was a win-win situation for both d’Arta and Bühler, as the machine was rigorously tested and we were rewarded with improved frozen product following the testing process,” says De Backere. “We are convinced of the quality of Bühler equipment, and this is a much more important consideration for us than cost. We take a long-term view when it comes to partnership arrangements with our suppliers because we want to ensure that equipment technology will develop alongside our changing process requirements. We know that we have the best machines today, but we also need assurance that we will continue to have access to the best machines in the years to come. We have absolute confidence in our partnership with Bühler, and will continue to work with the company to find the best sorting technology solutions, as we update plant and equipment at our new Italian facility and carry out a project for three new FA2 machines in our new packing department in Belgium.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

")

