New belts & conveyors
Key Technology introduced the re-engineered Iso-Flo with monobeam construction.

UNEX Manufacturing offers new made-to-order gravity conveyors for manufacturing and distribution environments.

Multi-Conveyor built a series of conveyors that move raw foods to fully case-packed containers.

Intelligrated’s expanded sortation systems are configured as modular components, offering easy implementation in tight conditions.
Quickdraft’s Venturi pneumatic conveying system helps eliminate contaminants and debris while providing unparalleled 24/7 reliability and efficiency.

Dynamic Conveyor unveiled metal mesh belting on its DynaClean conveyor line.
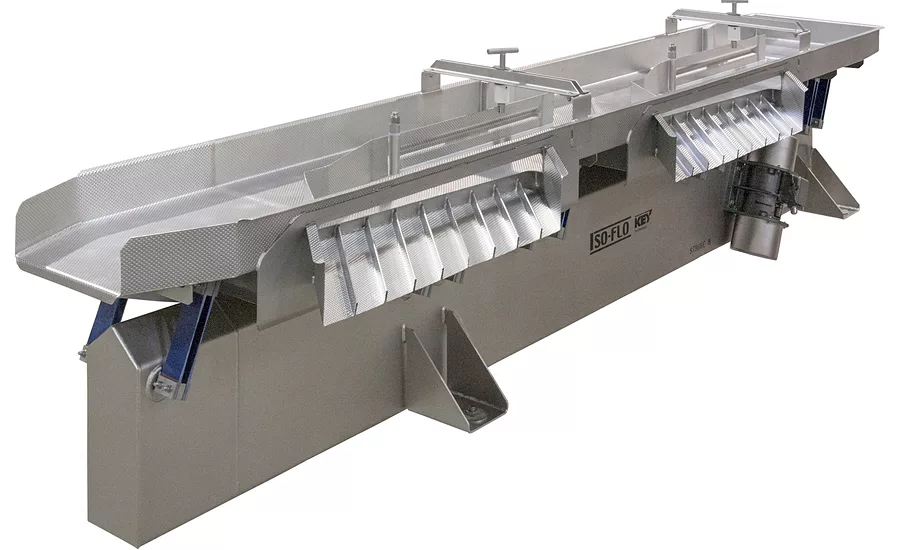
CONVEYOR WITH MONOBEAM CONSTRUCTION
Key Technology introduced the re-engineered Iso-Flo with monobeam construction, an innovative frame made of a single structural member and spring arms that can be tucked completely under the conveyor bed. Ideal for a wide range of food processing and packaging applications, the monobeam architecture can be used on distribution shakers with side discharges as well as transfer, collection, feed and inspection shakers. The stainless-steel conveyor bed features a standard rotary polish within the product contact zone, which resists bacterial attachment and biofilm formation. Standard oil-free drives, elastomer isolators, scalloped flat bars, internal ground arms and no laminations maximize equipment hygiene.
Key Technology, Inc.
509-529-2161
GRAVITY CONVEYOR FOR HEAVY-DUTY APPLICATIONS
UNEX Manufacturing offers new made-to-order gravity conveyors for manufacturing and distribution environments. UNEX gravity conveyors come with full width rollers with ball bearings that allow for maximum carton support. The JRS series is a 1.375-inch diameter roller with a ¼-inch axle, while the MRS series is a 1.9-inch roller with a 3/16-inch hex shaft for heavy duty applications. Each come in steel or aluminum. Options include Skatewheel, constructed of a series of staggered steel or aluminum wheels; Wheel Rail, which consists of a narrow rail of single or double wheels for flowing well-defined materials; and Ball Transfer, a multi-directional material handling solution that helps position material. They’re also available in 45- and 90-degree curves.
UNEX Manufacturing, Inc.
877-790-2720
CONVEYOR MOVES RAW FOOD TO CASE-PACKED AREA
Multi-Conveyor built a series of conveyors that move raw foods to fully case-packed containers. Designed for a cheese manufacturer, the first element moves raw blocks of cheese on a near 24-foot-long stainless-steel, sanitary-welded plastic belt conveyor built to 3A Dairy sanitation specifications. The lower level features removable catch pans and a stainless-steel discharge chute for raw product debris. Belt lifts, quick-release belt take-ups and removable clean-in-place nozzles simplify the liquid cleaning washdown process. Then, product manually moves to a customer-supplied rollstock packager, then onto a secondary conveyor section using Intralox 90-degree Zero Tangent Radius curve technology.
Multi-Conveyor
800-236-7960
SORTATION SYSTEMS
Intelligrated’s expanded sortation systems are configured as modular components, offering easy implementation in tight conditions and with auxiliary systems to make the most of available vertical space and reduce footprint. Precise control and location tracking help keep product flowing through a variety of stacking, de-stacking, sortation induction and discharge, elevation change and product diverting applications. The vertical conveyor and sortation systems deliver smooth, efficient vertical transportation of product in a range of configurations, while the tote stacking and de-stacking produces automated handling of empty or full totes for staging, storage, retrieval or re-sequencing of conveyed product. The buffering systems provide efficient staging and sequencing of product for manufacturing and distribution facilities to efficiently use available space. And, the sweeper sorter boasts fast, quiet, reliable sortation of small- to medium-sized items that are otherwise difficult to handle.
Intelligrated
866-936-7300
www.intelligrated.com
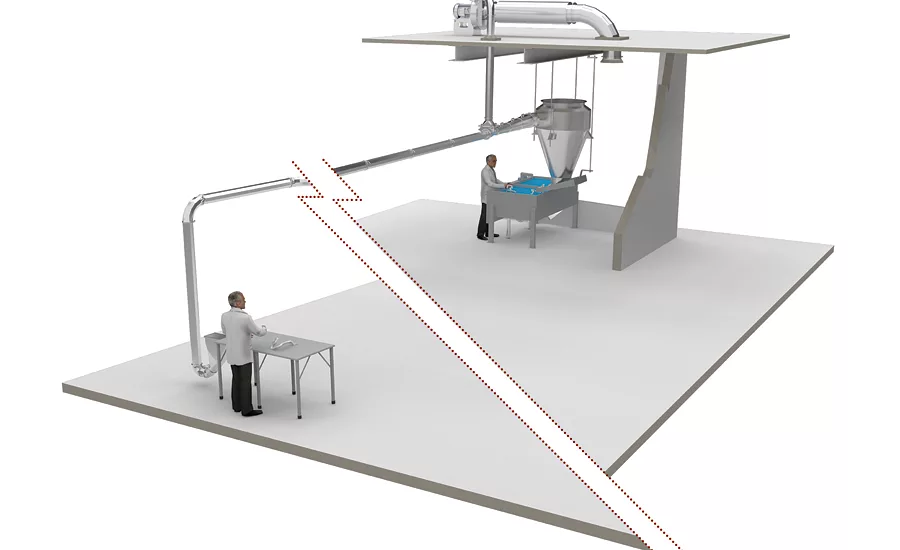
PNEUMATIC CONVEYING SYSTEM
Quickdraft’s Venturi pneumatic conveying system helps eliminate contaminants and debris while providing unparalleled 24/7 reliability and efficiency. This product can be moved horizontally or lifted vertically several floors without spillage, thus saving floor space and minimizing hand cart traffic. The Venturi systems have no fan blades in the conveying stream, and no mechanical parts come in contact with food product, providing a clear path for conveying meat, poultry, seafood, baked goods, fruits and vegetables. Features include stainless-steel parts that stand up to daily sanitation using chemical solutions, easy “break-apart” technology for quick and effective cleaning and sanitary design air/material separator that removes the conveying air from the product.
Quickdraft
855-836-8874
METAL BELT OPTION FOR CONVEYORS
Dynamic Conveyor unveiled metal mesh belting on its DynaClean conveyor line. Ideal for meat, seafood, fruit, vegetable and baking applications, among others, the metal belts are also USDA accepted, manufactured in 302 stainless steel, self-tracking and clean in place. Plus, wire metal belting is transparent, metal detectable, allows for tight transfers and enables customers to batter, bread, glaze, coat, cool, drain, dry or wash product while being conveyed.
Dynamic Conveyor Corp.
800-640-6850
www.dynamicconveyor.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

")