CraftMark Bakery—Culture of continuous improvement
CraftMark Bakery’s 225,000-square-foot Indianapolis facility employs advanced bakery technologies to produce frozen bread dough, cookie dough and ready-to-eat flatbread for foodservice applications.

Jim Zakian, executive vice president of CraftMark Bakery, and Marina Mayer, editor-in-chief of Refrigerated & Frozen Foods magazine, check out the five flour silos and one sugar silo that feed into the four production rooms.

In the bread line, the dough gets sliced into squares.

Here, bread dough passes through the folding table.

At the time of Refrigerated & Frozen Foods’ visit, CraftMark Bakery was producing multigrain bread rolls.
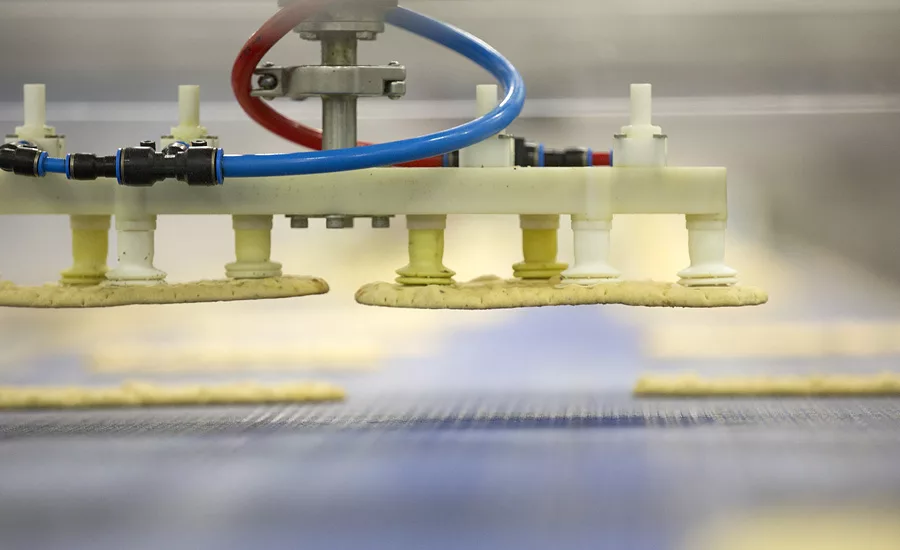
Here, a robotics system builds stacks of finished flatbread for bagging.

Cookie dough pucks travel into a spiral freezer, where they’re flash frozen.
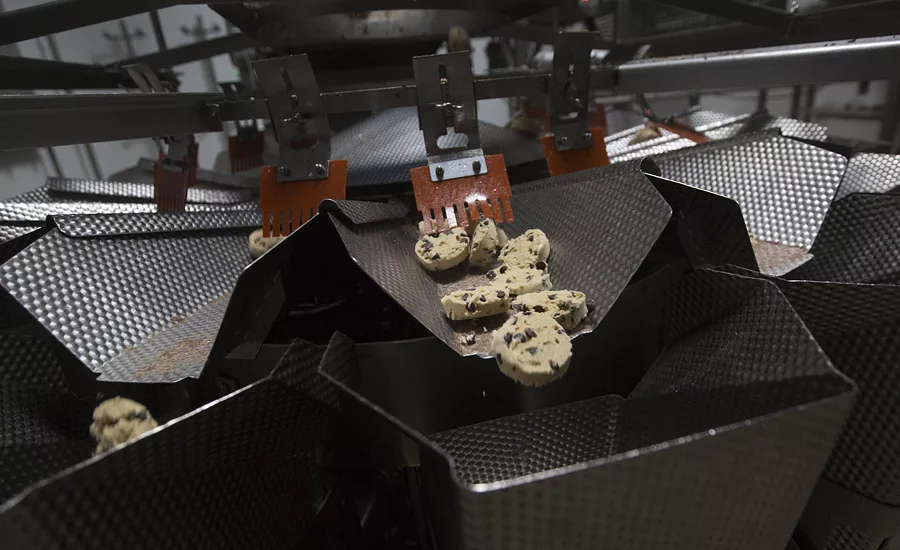
Frozen cookie dough pucks dump into scale buckets, which count out the product into layer bags.

The bagging station bags frozen cookie dough pucks, while a checkweigher measures the weight and applies the coding label before undergoing another metal detection.

In October, CraftMark Bakery began construction of a 119,000-square-foot expansion, which will include additional production rooms, another central palletizer, dry warehouse and a freezer.

The bakery’s dry warehouse holds 1,100 pallet positions.

Each production room houses a QA lab to simulate how product is baked at the customer’s QSR or in-store bakery.
Located in the Purdue Research Park at AmeriPlex in the heart of Indianapolis, just five minutes from the Indianapolis International Airport and right off the I-65 highway, sits a 225,000-square-foot bakery. However, this bakery is unlike traditional commercial bakeries.
Built on a 27-acre plot of land, CraftMark Bakery’s Greenfield production facility is equipped with high-speed, automated production lines, temperature-controlled production rooms, LED lighting throughout the bakery and a highly efficient enterprise resource planning (ERP) system.
But, it’s not just its attention to food safety and product excellence that garnered CraftMark Bakery Refrigerated & Frozen Foods’ 2017 Frozen Foods Processor of the Year award. (CLICK HERE for more on the company).
This facility, which was built in 2014, is about to undergo a 120,000-square-foot expansion.
Take a tour of this FSMA-compliant bakery to discover how top-quality baking equipment, personnel and IT infrastructure help this supplier of frozen bakery products carry out a culture of continuous improvement.
Built for excellence
In December 2013, chief executive officer Ahmad Hamade, Jim Zakian, executive vice president, and partner Bennie Bray teamed up with CIC Partners LP, Dallas, Texas, to form CraftMark Bakery. The first footing of the 225,000-square-foot Indianapolis bakery in the ground occurred March 17, 2014, and the doors opened for production just eight months later.
“We had our three initial production lines—a frozen cookie line, a frozen bread and roll line and our ready-to-eat flatbread line—installed by December 2014. And, then we shipped our first truckload of product on Feb. 2, 2015. But, we maxed out our footprint earlier this year when we started up our fourth production line,” says Zakian. “Indianapolis is the crossroads of America. You can get to 80% of the population within a day’s drive.”
The SQF Level 2-certified facility features separate and isolated production rooms for frozen and ready-to-eat products, dedicated QA labs in each production room for quick testing and real-time results and centralized tracking systems for maintaining documentation and sourcing ingredients.
The 53,000-square-foot freezer is maintained at -10°F.
Twenty-five percent of the zero-waste-to-landfill bakery was built with recycled materials, and is also home to a recycling room with two compactors—one for edible waste that converts into animal feed and the other for non-recyclable items, which are disposed of at the City of Indianapolis Incinerator.
Meanwhile, the QA labs located in each production room simulate how product is baked at the quick-service restaurant (QSR) or in-store bakery.
“The central QA lab does all of the ingredient evaluations, testing moisture, pH, sifting out dry ingredients and such,” Zakian adds. “The innovation center is equipped with an assortment of equipment, so we can mimic anything that we do on the production floor. There is also a variety of ovens that would be found in QSR locations as well as in-store bakery.”
All CraftMark products ship out in corrugate cases. Cookie dough is packed in bag-in-box to conserve space, maintain product integrity and reduce waste.
“Controlling wood in a manufacturing plant is extremely important,” says Zakian. “So, everything that comes in on a wood pallet is flipped and stored on plastic pallets before it goes into the warehouse.”
All sanitation supplies and chemicals are stored separately. A color-coding system is used to safely identify proper use of tools.
CraftMark Bakery practices what it calls TRATT, or tour ready all the time.
“The expectation is that if I walk out on the floor, the employees don’t have a different behavior than they would under normal circumstances. We truly have a 24/7 food-safe operation,” says David Jerome, senior vice president, operations.
Supplier of choice
Automation is key to CraftMark Bakery’s future.
“We automated where we could, looking for the best equipment to produce high-quality products in a food-safe manner,” adds Zakian. “Our goal with automation is to not touch the products after ingredients are added. So, once all of the ingredients are in the mixing bowl, the lines are fully automated until after they are packaged. We have three robotic cells palletizing for our production lines. Our flatbread line uses a robotic system to build out stacks of flatbreads. We employ a vision system on our bread and roll line for quality purposes and for counting the product into the case. Our whole goal around the automation was not really to take away too much flexibility, but to give a more consistent product, so we can be the supplier of choice. Where we could, we standardized our equipment across all four lines. This makes maintaining the equipment easier on our maintenance techs.”
The entire facility runs on a cloud-based ERP system that assigns internal lot codes to each and every ingredient and product.
“This is our first layer of our commitment to cultural continuous improvement,” says Jerome. “This ERP system tracks everything from raw ingredients to finished goods, providing optimum and superior traceability. We’re selling quality. We’re selling value. All key metrics are present on the floor in real time, allowing the operation to take immediate action as opposed to delayed reaction. We’re creating a visual factory with visual continuous performance. Our thoughts are, if you’re organized in your behavior and in your workstation, it translates to a more productive work environment.”
The Indianapolis plant consists of four temperature-controlled production rooms and a central temperature-controlled palletizing room.
“There’s no non-essential foot traffic through any of the production rooms. We have corridors around the perimeter of the production halls for foot traffic and forklifts. Each room is independent and constructed of insulated metal panels, resulting in sealed walls and ceilings. Access to the bakery is controlled by secure key cards, so we know who goes in and out,” says Zakian.
The bakery is home to five flour silos and one sugar silo that feed into the production room. Each silo holds 200,000 pounds of product, or four truckloads, and sits on load cells.
“Our procurement team can sit at their desks and check the levels in each of our silos,” says Zakian.
The plant also contains two liquid egg tanks, two cream yeast tanks and one oil tank, all with clean-in-place features. All dry and liquid silos are in enclosed rooms to maintain ingredient integrity.
And, the dry warehouse space has four high racking with sections dedicated to allergen products. Each allergen has a separate sticker that is applied to the ingredient pallet.
Flatbread processing
Craftmark Bakery utilizes European-inspired sheeting line technology to produce ready-to-eat flatbread. At the time of Refrigerated & Frozen Foods’ visit, CraftMark Bakery was producing multi-grain flatbread.
The process begins with a robot placing the mixing bowl into a dosing station where the dry and liquid ingredients are added through a bulk delivery system. An HMI touchscreen displays the status of the mixing cycle.
After the mixing process is complete, the robot pulls the bowl out and places into a resting station. The dough is processed into a continuous sheet of dough that travels through a cascading conveyor proof box that allows for a variable amount of proofing time depending on how many levels the dough sheet travels in the proof box.
Upon exiting the proof box, the individual pieces of flatbread are cut either using a rotary die or slit into strips and cut with a rotary knife. The individual pieces are automatically transferred onto the oven band. The flatbread is baked at a high temperature for a relatively short period of time.
The flatbread are cooled in a spiral cooler, and automatically stacked and conveyed to baggers. The finished bags run through a checkweigher and metal detector prior to being packed into the case. The finished cases are whisked to a central palletizing room. The completed pallets are conveyed through a pallet stretch wrapper and then into the storage freezer where they are stored.
Bread dough processing
At the time of Refrigerated & Frozen Foods’ visit, CraftMark Bakery was producing sandwich rolls.
Similar equipment is used in the production of frozen bread dough. The robot places the bowl in Dosing Station 1, where ice and scrap are added. The bowl is then moved to Dosing Station 2, where the bulk ingredients are added along with one bucket of hand-scaled ingredients.
After the mix cycle is complete, the robot then moves the completed bowl of dough to an elevator that deposits the dough onto a conveyor, which feeds the sheeting line. The dough is sheeted to the correct thickness, slit into four strips and then cut into squares. The individual pieces pass under a de-gassing roller and are then curled into the final shape.
Prior to entering the spiral freezer, the pieces pass through a vision system to ensure the correct size product goes into the freezer. If the piece falls outside the range of the specifications, the individual piece is rejected.
The pieces freeze in a spiral freezer set at -30°F. The dwell time depends on the product being run. Upon exiting the spiral, the bread pieces pass through a second vision system, whose prime function is to count the correct number of pieces into the case. First check is for the symmetry of the piece, checking the length and width. If the piece falls outside the acceptable range, it is rejected. The secondary check is for QA purposes. The completed cases run over a checkweigher and through a metal detector prior to being conveyed to the palletizing room.
Cookie production
At the time of Refrigerated & Frozen Foods’ visit, CraftMark Bakery was producing cookies.
“We have built flexibility into the cookie mixing system to allow for both bulk ingredients as well as bagged to be used,” says Zakian.
The chocolate chips are added through an automated delivery system. A 1,800-pound sack of chocolate chips hangs on a loss-in-weight feeder system that meters the chips into a bucket elevator, which then conveys the chips to Mixers 2 and 3.
The completed mix is delivered to an elevator that raises the bowl up to be dumped into a feed hopper that meters the cookie dough into the wire-cut hopper, which is equipped with two large rollers that feed the dough down through a filler block and die. A reciprocating harp with a wire stretched across then cuts the individual pucks. The pucks then travel into the -30°F spiral blast freezer. The dwell time is dependent on the size of the cookie puck and the type dough.
Product then feeds to a scaling system, which counts by weight the specified number of pucks into each bag. The individual bags convey through a metal detector and checkweigher. From there, the bags ride across a settling conveyor to allow the pucks to lay flat in the bag before being automatically case packed. The cases then run over another checkweigher to ensure the correct number of bags have been placed into the case. The sealed case then runs through a second metal detector prior to being conveyed to the palletizing room.
Continuing forward
In September, CraftMark Bakery began construction of a 120,000-square-foot expansion, which adds three production rooms, another central palletizer and a smaller freezer. Target date of completion is June 2018.
“In 2018, we’re going to amp up our continuous improvement approach,” says Jerome. “We are transferring to a world-class manufacturing initiative, all centered around driving continuous excellence.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


")

