Bolted Construction Conveyors
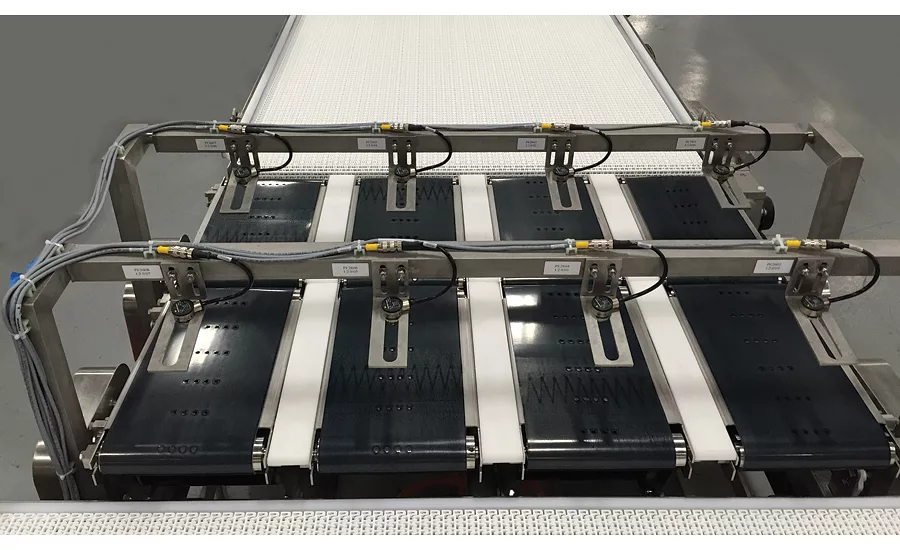
Multi-Conveyor, Winneconne, Wis., built a series of stainless-steel, bolted construction conveyors, designed to transport flexible bags for seamless line integration.
How it works is, a product turner rotates bags (or can be adjusted for straight running product), then product travels through a customer-supplied checkweigher and metal detection system that’s been integrated into the line. Then, the vertical form-fill-seal bags pass through a compression belt to distribute product evenly for stacking and packing purposes.
A retractable noser, complete with servo-driven extend and retract for discharge, gently releases the flexible bags onto a lower belt traveling at a right angle. The lower belt features adjustable, multi-lane dividers that can be set up to handle either two or four lanes of product.
From there, the bags move through servo smart belts that start and stop based on the weight and friction of the product for continuous movement and seamless merge.
Multi-Conveyor
800-236-7960
www.multi-conveyor.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
")




