2018 Refrigerated Foods Processor of the Year
Suja Juice’s HPP technologies develop functional beverages for every consumer
Suja was named Refrigerated & Frozen Foods’ 2018 Refrigerated Foods Processor of the Year.

Suja receives more than 1 million pounds of fresh organic produce every week. Here, organic cucumbers and kale rinse on the conveyor.

Organic kale is rinsed and sent to the next stage of production.

Leftover pulp from the pressed fruits and vegetables is donated to local farms.

Every stage of Suja’s production process is carefully temperature-controlled and monitored.

Suja’s Twilight Protein is seen here making its way down the packaging line.

Thousands of bottles of Suja run through this packaging line every day. Suja makes close to 1 million bottles a week.

Here, labels are added to Suja’s Twilight Protein.

Suja’s Radiant Probiotic is packaged into 6-packs and placed on pallets.

Finished bottles of Suja’s Radiant Probiotic roll off the conveyor to be held in cold storage.

Suja’s cold storage room is set at 33°F, and utilizes high-density storage racking that goes three deep to support a first-in/first-out operation.

Here, bottles load into one of the facility’s four HPP machines, and are subject to pressures in excess of 80,000 pounds.

Here, empty 12-ounce bottles from the core Suja line are cleaned before being ready to be filled with juice.

Here, bottles are filled with cold-pressed juice and move on to the next stage of production.
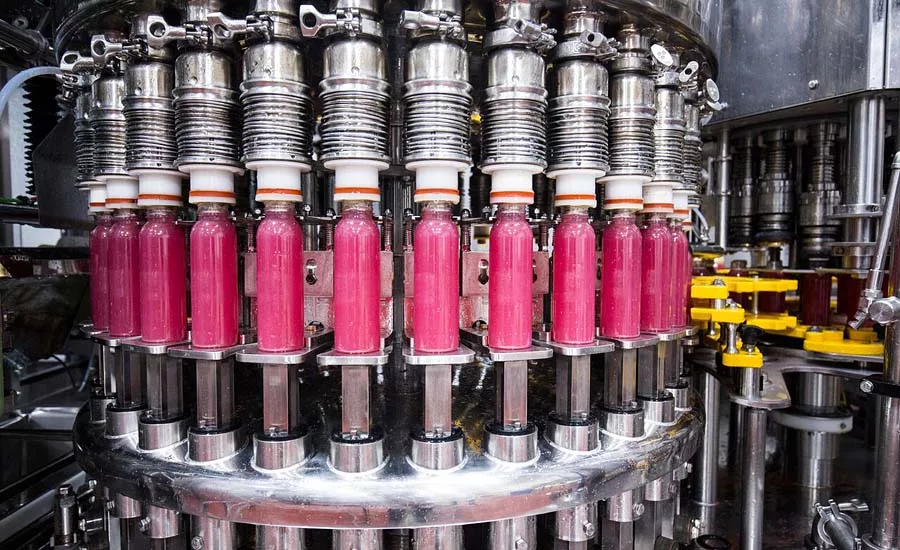
Suja’s Sweet Beets moves through the filling station.
When Suja Juice was established in 2012, it was just producing just a handful of SKUs. Today, the Oceanside, Calif., juice processor produces close to 50 SKUs of organic, cold-pressed, non-GMO beverages.
That’s because in August 2015, Suja received minority investments from the Goldman Sachs’ merchant banking division and The Coca-Cola Co., Atlanta, giving Suja the ability to expand its manufacturing facilities and increase capacity in response to growing demand.
Later that year, Suja moved its corporate headquarters and production facility from Miramar, Calif., into a 200,000-square-foot plant situated in Ocean Ranch Corporate Center in Oceanside, streamlining logistics and operations and bringing the company’s cold produce storage and processing facilities under one roof.

Organic kale is rinsed and sent to the next stage of production.
“When we started five years ago, we were only 5% of the ultra-premium juice segment. Today we are 44%. That’s an amazing growth trajectory and penetration in just five short years,” says Jeff Church, co-founder and CEO.
Through the large-scale use of organic, non-GMO fruits and vegetables and the implementation of high-pressure processing (HPP), Suja is said to be the nation’s leading organic and cold-pressed juice brand.
That’s why Suja was named Refrigerated & Frozen Foods’ 2018 Refrigerated Foods Processor of the Year. (To learn more about Suja, go here.).
HPP technologies produce clean label results
At the time of Refrigerated & Frozen Foods’ visit, Suja was producing Twilight Protein, a smoothie-like drink made with apple, almond milk, banana, pea protein, chia seed, rice milk and vanilla.
Refrigerated produce is received just-in-time, inspected for quality and then documented for traceability.
The production manager calls up the number of bins of produce required to reach the line’s target juice pounds. Produce is washed, sanitized and enters a press for juice extraction. The juice holds in chilled tanks until the batch is complete, at which point, the filler queues up. Filling occurs on one of three fillers, dependent on bottle size.
Once filled, the bottles move to HPP. Here, bottles load into one of the facility’s four HPP machines, and are subject to pressures in excess of 80,000 pounds.
“HPP uses pressure instead of heat to pasteurize the juice,” says Church. “This allows the nutrients in the juice to remain uncompromised and also preserves the juice’s ‘just-pressed’ taste. In addition, HPP technology allows Suja to avoid the use of all preservatives, additives and natural flavors. It really is just the juice.”
Once pressure is reached, the cycle completes, and bottles convey into packing.
In the packaging room, the bottles receive shrink sleeves or labels and are packaged in shrink bundles or display cases, before being palletized and moved to the finished goods cooler for warehousing.
Sustainable juice processing
Suja sends a majority of its pulp to local farmers for cattle feed. Additionally, the facility was designed with LED lighting and proximity sensors for automated operation, a high-efficiency refrigerator panel to keep all cold air inside and converted much of the produce sourcing to reusable bins to reduce corrugate waste.
“We are working toward a zero-waste facility,” adds Church. “We eliminated all corrugated boxes on several of our lines, and not only saved the company money, but also saved over 1 million pounds per year of corrugate.”
The Oceanside plant operates five days a week with one shift bottling and three shifts on HPP. And, the SQF-certified plant carries out all food safety-related duties under HACCP trained personnel.
“Because we have so many certifications and because we’re regulated as a juice processor, we’re audited regularly and throughout the year by the FDA for compliance to HACCP as well our various certifiers,” says Church.
Suja also places immense focus on its worker and food safety programs.

Every stage of Suja’s production process is carefully temperature-controlled and monitored.
“Our food safety program encompasses all stages of manufacturing starting with Good Manufacturing Practices and HACCP training,” Church adds. “An in-house quality lab provides support for ensuring equipment is properly sanitized and ready for processing. Worker safety programs have been designed with OSHA consultants to mitigate workplace issues and provide the best work environment for employees.”
Suja procures a wide range of international ingredients, and sends several truckloads a week to western Canada. On the procurement side, international ingredients make up about 5% of total pounds purchased, according to Church. The company’s inbound reach extends from Asia to South America to Madagascar, with many areas in between.
“Our biggest challenge when sourcing internationally comes from ensuring that the product quality is up to our standards,” says Church. “We only use the most premium ingredients for our product, but this not only comes at a premium cost; it also requires a lot of hands-on management to ensure the R&D samples we procure match production-grade ingredients. We manage this by detailing a very precise specification for quality parameters (as detailed in a Certificate of Authenticity with every load) as well as taste.”
Going forward, Suja plans to leverage the organic market to reduce raw material costs, further investigate ways to reduce waste and expand its on-shelf presence by innovating new products in new categories, says Church.
“Our people are what separate us from our competition,” he adds. “The dedication, commitment and work ethic are second to none. Our passion, excitement and enthusiasm, while at times stressful, are what we are left longing for when we are away from it. There is something very intangible about working at Suja. We truly believe that we can make a difference.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


")