PACK EXPO 2019 Las Vegas: How technology drives packaging growth

From robotics to automation to accommodating the influx of e-commerce, PACK EXPO Las Vegas showcased technologies designed to drive growth in the cold food and beverage packaging arena.
Produced by PMMI, The Association for Packaging and Processing Technologies, Reston, Va., PACK EXPO Las Vegas and the co-located Healthcare Packaging EXPO took place Sept. 23-25 at the Las Vegas Convention Center in Las Vegas.
Here’s a rundown of equipment, materials, technologies and solutions introduced and/or on display at the show:
CONVEYOR SYSTEMS INCREASE PACKAGING, PROCESSING EFFICIENCIES

Dynamic Conveyor, Muskegon, Mich., presented a variety of conveyors to the packaging and processing industries.
On display for the first time was an in-line box filling system, which is capable of filling by part count, cycle count or weight. Offering a smooth transfer of boxes from 0-200 pounds, the systems are automated and allow for unattended operation of accurate filling with simple control setup and an easy-to-read visual indicator.
Jump to...
- Dynamic Conveyor Corp.
- Mettler-Toledo
- Inficon
- Septimatech Group, Inc.
- Beckhoff Automation LLC
- Triangle Package Machinery Co.
- Fortress Technology
- PMI Kyoto Packaging
- JLS Automation
- GEA North America
- Agr International Inc.
- Slideways Inc.
- OPTIMA Packaging Group
- NETSCH Pumps North America
- IMA Dairy & Food USA
- Signode Industrial Group
- Douglas Machine Inc.
- Peco InspX
- EDL Packaging Engineers Inc.
- Massman Automation Designs LLC
- PASE Group
- Meritech
- Morrison Container Handling Solutions
- Proseal UK Ltd.
- Regal Beloit Corp.
- RKW Group
- ID Technology
- Zip-Pak
- Coesia Group
- Rockwell Automation
- Sonoco Products Co.
- Wexar Bel
- Thermo Fisher Scientific Product Inspection
- tna
- SICK Inc.
- ORBIS Corp.
- Charter NEX
- BW Packaging Systems
- Quest Industrial
- Ossid
- Lantech
- NORD Gear Corp.
- Texwrap Packaging Systems
- Datalogic ADC Inc.
- Synerlink
- Think Plastic Brazil
- Epson America
- Mondi North America
- Toshiba America
- Unibloc-Pump, Inc.
- Silgan Dispensing Systems
- Silgan Equipment
- Eriez
- PPI Technologies Group
DynaClean Sanitary Conveyors showcased how a variety of food products can be effectively and efficiently conveyed to higher elevations. Known for reducing cleaning times by half, DynaClean conveyors offer a patented design that is simple, quick and easy to disassemble and clean. There are no tools needed, no small parts to lose and no nooks and crannies to clean.
Also on display was DynaCon Reconfigurable Conveyors, which offer packagers the ability to build their own conveyors using modules (like Lego building blocks) to configure and later reconfigure conveyor layouts. Conveyor configurations include flat, incline, angle and radius turns. Modules are built using high-strength plastic injection molded parts that are lightweight enough to be easily reconfigured.
Dynamic Conveyor Corp.
800-640-6850
www.dynamicconveyor.com
INSPECTION SYSTEMS FOR BULK, PACKAGED FOODS

Mettler-Toledo Product Inspection, Lutz, Fla., presented a comprehensive range of inspection solutions for bulk and packaged foods and beverages.
New this year, Mettler Toledo showcased a new feature on a metal detector that only visitors to the booth experienced.
Mettler-Toledo also launched its GC Series conveyorized metal detection systems, which provide robust, easy-to-use modular equipment that is readily re-configurable to support future requirements. The systems offer a highly configurable design that can adapt to the changing requirements of the food industry and to manufacturers' needs. They can be supplied with a variety of Safeline metal detectors, polyurethane or modular belts and different reject mechanisms. When selecting from the new GC Series systems portfolio, customers start with a choice of five Safeline metal detectors ranging from solutions for standard applications to options optimized for advanced detection performance. Integrated sensors and reject mechanisms ensure contaminated products are rejected and removed from the production process. Solutions range from simple “stop-on-detection” systems to fully-automated detect-and-reject systems, including pushers and air-blast devices. The GC Series is also designed to minimize risk by allowing quick, effective cleaning processes to be completed. Elements such as the quick release mechanism means conveyor belts can be removed in under 10 minutes, and the tubular, open-frame design and sloping surfaces of the metal detector case minimize dirt traps.
In addition, Mettler Toledo’s Profile Advantage, rated to IP69K, inspected frozen bread as it thawed.
Mettler Toledo also showcased its custom material handling designs and a variety of reject mechanisms, including stop alarm, side diverter, pusher, air blast, retracting band and lift flap.
Mettler Toledo also exhibited its line of metal detectors for vertical gravity flow applications, each incorporating four improvements to increase the productivity, quality and worker safety of the unit.
Also on display was the Mettler Toledo ProdX data collection and management software that can be linked to all systems and monitored on a single PC on-site or remotely.
Mettler-Toledo Product Inspection
800-638-8537
www.mt.com/pi
NON-DESTRUCTIVE LEAK DETECTION EQUIPMENT

INFICON, Syracuse, N.Y., expanded its portfolio of non-destructive leak detection equipment to include the Contura S600, which features an oversized test chamber. Designed to test products sold for bulk retail and foodservice applications as well as large format modified atmosphere packaging (MAP) and flexible packages, the system helps manufacturers extend shelf life, prevent recalls and returns and reduce waste.
The S600 model relies on a proprietary differential pressure method to detect both gross and fine leaks and offers a faster, easier and quantifiable alternative to methodologies like water baths and gas-based testing. With the new test chamber, food manufacturers can increase efficiencies by testing multiple products at the same time. The Contura S600 is ideal for a variety of food applications, including pet food, meat and poultry, baked goods, cheese, prepared foods, produce and more.
INFICON
315-434-1100
www.inficon.com
RAIL ADJUSTMENT, CHANGEOVER SOLUTION
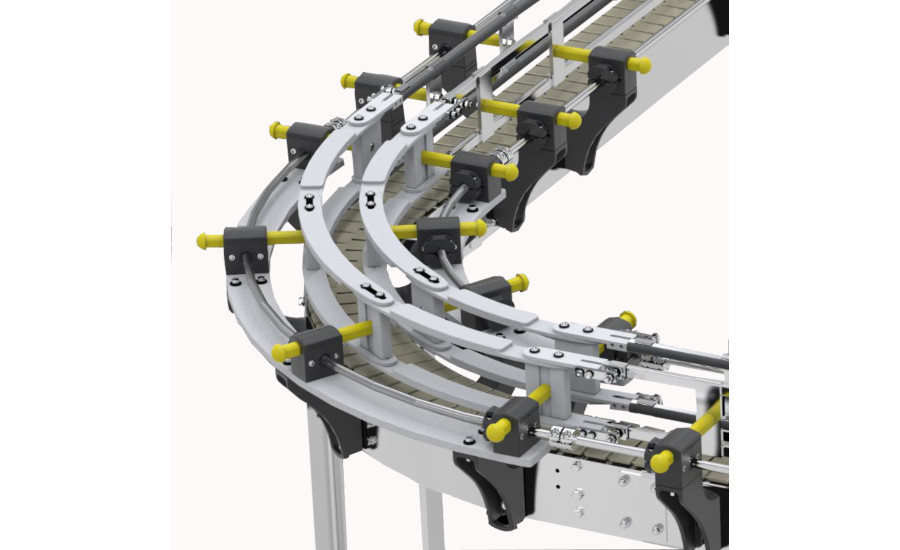
Septimatech, Canada, partnered with Arrowhead Systems, Inc., Randolph, Wis., to equip its conveyors with Arrowhead Systems’ Easy Adjust Rails repeatable guide rail adjustment and changeover solution.
The new partnership grew out of an Arrowhead project with a global food products company, which required a guiderail system that offered fast, tool-less, repeatable changeovers for a new packaging line running different products with various container shapes and sizes. Arrowhead’s capabilities in specialty conveyor manufacturing and Septimatech’s intelligence in changeover solutions delivered a product that allowed 200 feet of guide rail to seamlessly convey bottles without locking up in corners or crossovers. The customer can adjust the guide rail in under 10 minutes without tools to any of five different, repeatable settings, including corners and crossovers.
Easy Adjust Rails can be easily installed by OEMs or end users on small or large size conveyor configurations and for tight radius curves and corners.
Septimatech Group, Inc.
888-777-6775
https://septimatech.com
MACHINE VISION SOFTWARE
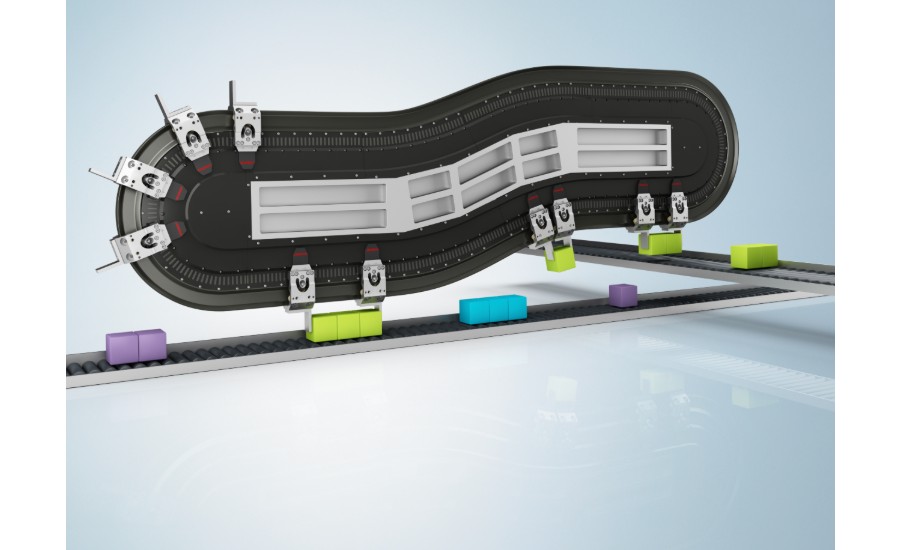
Beckhoff Automation, Savage, Minn., launched the eXtended Transport System (XTS) into the U.S. market.
XTS combines the advantages of rotary and linear drive principles into a best-of-breed linear transport system that provides paradigm-shifting capabilities for packaging machines and smart factories. The mechatronic solution enables intelligent material flow, exceptional precision, real-time robotics integration and efficient self-reconfiguration based on lot, recipe or other product specifications. Highly customizable and durable motor modules, mechanical guide rails and wireless movers integrate the necessary power electronics, EtherCAT communication and position measurement in a compact form factor, reducing machine footprint up to 50%.
XTS movers can be controlled with high dynamics at velocities reaching 4 m/s and acceleration exceeding 100 m/s2. Modular linear motors and rails can create circles, clothoids and S-curves as well as straight, open segments. Supporting installation horizontally, vertically or at angles, tracks can be combined to dynamically manipulate or transport parts with multiple movers.
Beckhoff also showcased new TwinCAT Vision software, which adds comprehensive image processing into the range of machine control programming and runtime in TwinCAT 3. The universal TwinCAT engineering environment and run time permit vision system programming and implementation using languages that controls engineers are familiar with, such as those standardized in IEC 61131-3. With a fully integrated vision solution, TwinCAT offers an end-to-end software platform complete with PLC, motion control, robotics, high-end measurement technology, HMI, Internet of Things (IoT) and machine learning.
Beckhoff also displayed updates to its EtherCAT solutions, including EtherCAT G and G10, TSN-ready I/O, ELM high-end measurement modules and TÜV-certified TwinSAFE hardware for integrated machine safety architectures. EtherCAT G and EtherCAT G10 provide communication at 1 and 10 Gbit/s, respectively, in conformance with the IEEE 802.3 Ethernet standard. An innovative branch controller model supports parallel operation of standard 100 Mbit/s segments with EtherCAT G or G10 as the main trunk, or vice versa.
Also in exhibit were PC-based control hardware and accessories, including CU81xx Uninterruptable Power Supply (UPS) Modules and CU8210 WLAN devices. The CU81xx series provides 24 V DC uninterruptible power to Beckhoff components and connected devices, particularly industrial, panel and embedded PCs, and initiates data saving, transfer of processes to defined states and safe shut down if external supply fails.
Beckhoff Automation LLC
952-890-0000
www.beckhoffautomation.com
COMPACT SANITARY VFFS BAGGER

Triangle Package Machinery Co., Chicago, took elements from its existing X-Series vertical-form-fill-seal baggers and designed the new Compact Sanitary Bagger, Model CSB.
This smaller bagging machine can fit inside a narrow footprint and run bags up to 13 inches wide, while still offering durability, flexibility and superior sanitation.
Triangle modified components such as the control box, film cage and machine frame to fit into a narrow frame width of only 36 inches. To achieve maximum benefits, two compact baggers can be installed side by side (as a twin on 35-inch centers), sharing the same scale for filling the bags.
Model CSB runs speeds of 70-plus bags per minute, depending on bag length. When set up this way, two compact baggers can fit on one salad line, 35 inches on center, to produce 120-plus retail packages of leafy greens per minute. This also provides the flexibility to run varying film structures or film rolls, or to perform routine maintenance on one machine without disrupting production on the second machine.
To simplify cleaning and maintenance needs, the bagger is designed to be washed in place.
Additional sanitation benefits include:
- Solid stainless-steel bar, fully welded and electropolished after welding;
- Frame is solid round bar stock;
- Internally mounted guard doors pivot on the frame, minimizing parts to improve sanitation;
- Pivoting control box offers easy accessibility;
- No slotted fasteners;
- Sanitary, 3-A approved leveling feet;
Washdown-rated electronics, including IP67 washdown-rated motors for the pull belts, IP65 washdown-rated motor for the film unwind and a minimum IP67 rating for all other electrical components.
In addition, Triangle utilizes Rockwell controls, as well as optional RFID user management.
Finally, Model CSB also offers optional ultrasonic sealing, which is a cold sealing technology that seals right through product such as leafy greens, virtually eliminating package rejects and rework due to product in the seal.
Triangle Package Machinery Co.
800-621-4170
www.trianglepackage.com
MULTI-APERTURE, MULTI-LANE METAL DETECTION

Fortress Technology, Canada, unveiled how metal detection sensitivity is accomplished by multi-aperture multi-lane innovation, and showcased the latest Interceptor DF system, which delivers optimal food safety whilst helping to eradicate false product rejects.
Rather than channeling multiple lanes through a single metal detector, one Stealth metal detector is mounted across three conveyor lines. Each conveyor has its own BRC-approved reject system, and each aperture operates like a standalone metal detector. This puts a stop to an entire row of good product being rejected and wasted if a contaminated product is identified on one line.
Each aperture is sized as closely as possible to the product. As a result, the system is more sensitive to smaller metal particles and copes better with orientation and product effect.
Fortress also collaborated with Sparc Systems, UK, to design a 5-aperture metal detector combined with a 5-lane checkweigher, helping to reduce product giveaway through over or under filling of pre-packed foods. The system also features contact data software for enhanced traceability, and a mobile app for remote examination to avoid repeat production stoppages.
Meanwhile, the Interceptor DF returned. Inspecting low-profile, high-value foods vertically and horizontally at the same time, the Interceptor DF increases the probability of identifying and rejecting products containing non-spherical metals by over 100%, including difficult-to-spot flat metal flakes.
Fortress Technology
888-220-8737
www.fortresstechnology.com
ROBOTIC PACKAGING SOLUTIONS

PMI KYOTO Packaging Systems, Elk Grove Village, Ill., which was formed after Kyoto Seisakusho Co., Ltd., Japan, acquired PMI Cartoning, Inc., showcased its expanded robotic packaging solutions.
PMI KYOTO offers a wide variety of robotic packaging capabilities, including collation, product handling, case packing, carton loading, palletizing and more, built for specific applications. To meet a variety of specifications, delta or six-axis robots are integrated with cartoners or case packers to provide pick-and-place capabilities as well as automation flexibility.
PMI KYOTO Packaging Systems
847-437-1427
www.pmikyoto.com
VISION-GUIDED CARTONING SYSTEM

JLS Automation, York, Pa., displayed its Peregrine robotic cartoning system.
This vision-guided, high-speed system easily loads flexible bags, flow packs and other primary packages into tri-seal and other style cartons.
In addition, the flexible system minimizes changeover while meeting production needs for small batches. The Peregrine is ideal for several markets, including bakery, frozen foods, prepared foods, protein and ice cream treats.
JLS Automation
717-505-3800
www.jlsautomation.com
PACKAGING MACHINE PROMOTES FLEXIBILITY, AUTOMATION
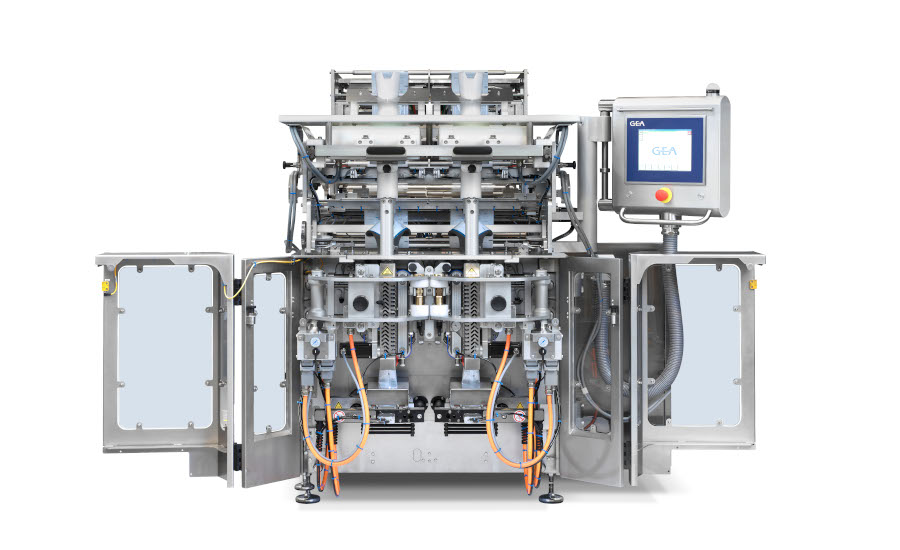
GEA North America, Northvale, N.J., optimized its TwinTube packaging machine to promote flexibility and automation
The redesigned high-speed vertical packaging machine GEA SmartPacker TwinTube now boasts a future-proof modular system with increased functional efficiency promoting higher operational uptime and ease of use.
The TwinTube is a continuous motion vertical machine, suitable for packaging small-sized food products and on-the-go products in pillow bags of different sizes. It operates with two parallel forming tubes, achieving combined speeds of up to 500 bags per minute (weighing 10-18 grams each). It also runs a different film reel for each tube, meaning calorie packs of different widths or designs can be simultaneously filled.
A new feature to the machine is the Jumbo Roll, which allows film reels of up to 100 kg to be used for long production runs.
The new SmartPacker TwinTube is also equipped with automated web tracking. This means that if the film deviates from its path, due to variances in the film roll, the feature will correct the direction of the film automatically, without the need of manual adjustment.
The new SmartPacker also features a new jaw closing mechanism, optimized heating unit and a vertical rotational seal unit, promoting tightness of the pack seals. The jaw closing mechanism offers more than triple sealing force as the previous one and can apply 6000N. This gives the opportunity to use thicker films or films with more diverse characteristics in terms of sealing requirements.
The new GEA TwinTube is optionally equipped with a new, fully integrated GEA TiroLabel unit, which makes the machine even more compact on the factory floor. The dedicated labeling unit delivers a speed of up to 180 labels per minute at a width of 150 mm and achieves millimeter precision during labeling. The label roll has a quick-release operation, which means it can be changed in seconds with minimal downtime.
GEA North America
800-509-9299
www.gea.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

")



